Quando si lavora il metallo, si utilizzano frequentemente angolari e profilati di diverso tipo. Occorre dunque conoscere a fondo le tecniche di lavorazione e il loro utilizzo.

I profilati sono molto utilizzati nella lavorazione del metallo, soprattutto per realizzare delle intelaiature simili a quelle per falegnameria. Tra i profilati, si distinguono gli angolari, costituiti da due lati posti per lo più ad angolo retto – le barre a T, a U ad I (o putrelle) e le barre a sezione quadrata. Anche i tubi si collocano in questa categoria (vedere gli articoli che li trattano specificatamente).
I profilati sono ottenuti a partire da barre che possono essere rotonde, quadrate o rettangolari (piatte), con la tecnica della laminazione a caldo. Oltre ai prodotti sopra menzionati, in commercio si trovano anche altri tipi di profilati riservati ad usi specifici, in particolare per la realizzazione di telai.
I pezzi sono in acciaio ed alluminio (leghe) per i più utilizzati, ma si trovano anche in rame o in leghe di rame. Gli interventi più frequenti sugli angolari sono la piegatura secondo angoli di diversi gradi e l’assemblaggio a T.
Profilati
I pezzi metallici, sia in acciaio che in rame o in leghe di alluminio, sono generalmente venduti sotto forma di profilati che presentano maggior facilità di assemblaggio rispetto alle barre quadrate o rettangolari e che offrono una migliore resistenza.
Angolare
È il profilato più frequentemente utilizzato ed è venduto in dimensioni diverse, ma standard.
Un angolare è un pezzo metallico che comprende due parti, o lati, che formano un angolo. Più spesso. questi lati sono della stessa larghezza e sono posti ad angolo retto. Il loro spessore è uguale a 1/10 della loro larghezza; inoltre, il raggio del profilo interno è uguale allo spessore dei lati.
Si trovano anche altri tipi, meno utilizzati, come l’angolare a lati ineguali. L’angolare acuto comporta un angolo di 60 o 700, mentre l’angolare ottuso forma un angolo di 110 odi 1200. Si trovano anche degli angolari a flange i cui lati hanno delle larghezze e degli spessori diversi.
Questi angolari sono teoricamente diritti, ma prima di utilizzarli, bisogna verificare che non comportino gobbe, curve e procedere eventualmente a raddrizzarli o a spianarli se i bordi non sono rigorosamente paralleli.
Uno dei grandi vantaggi che sono forniti dagli angolari sta nella possibilità di piegarli (lavorandoli a caldo), mentre ciò non è possibile con altri profilati. In diversi casi, gli angolari servono a raddrizzare la lamiera, assemblata a ribaditura o saldatura sul telaio così realizzato.
Altri tipi di profilato
La barra a T è composta da un’anima (la parte più larga) e da due lati. Può presentare degli angoli vivi o smussati. Le barre ad U e ad I (putrelle) sono costituite anch’esse da un’anima di spessore consistente e da due lati. Più spesso, la faccia interna dei lati presenta una pendenza (tranne per le barre ad angoli vivi).
I profilati a sezione quadrata sono abbondantemente utilizzati per i telai in metallo dei mobili. Si trovano inoltre dei profilati a sei facce.








Difetti
Un angolare può presentare delle gobbe e delle curve che devono essere eliminate. Si effettua, se ce ne sono, una spianatura e poi si passa alla raddrizzatura.
Spianatura
Si dice che un angolare presenta una deformazione quando i tre spigoli non sono rigorosamente paralleli; lo si verifica ponendo l’occhio ad un’estremità e guardando rasente. Potete anche aiutarvi con una riga. Più spesso, la deformazione risulta da una torsione accidentale del profilato. Per eliminarla, si deve dunque effettuare una torsione in senso inverso con due grappe. Generalmente si lavora a freddo, curando di non sforzare il metallo per non snervarlo.
Raddrizzatura
Questo tipo di operazione ha come scopo quello di eliminare gli incavi e le gobbe che risultano evidenti sui lati. Per raddrizzare, potete martellare direttamente, ponendo il pezzo sull’incudine. Tuttavia, se la deformazione è importante, dovete lavorare su una massa in ghisa con un profilo concavo. Nel corso dell’operazione di raddrizzamento, dovete verificare spesso lo stato del pezzo ponendolo contro la riga.
Curvatura
La curvatura consiste nel conferire una linea curva all’angolare. Si effettua a caldo, con il cannello. Si distingue la curvatura a collare, quando l’angolo dell’angolare è all’interno della curva, e la curvatura a fondo, quando si trova all’esterno. Si ricorre alla curvatura ogni volta che si vuole armare il bordo di una lamiera curva o realizzare dei cerchi. È preferibile familiarizzarsi con questa tecnica su degli angolari di dimensioni ridotte. Si tratta di un lavoro che viene generalmente svolto con il cannello.
Sagome
L’operazione di curvatura si esegue su delle sagome, cioè su dei pezzi di metallo posti e fissati sul marmo, che presentano un raggio uguale a quello di curvatura (per la curvatura a collare) o un raggio diminuito dello spessore per la curvatura a fondo.
Il lavoro è eseguito con una grappa, mentre l’estremità del pezzo è tenuta con una tenaglia da fabbro.
Calore
L’angolare è riscaldato, ad un’estremità dell’area da piegare. con il cannello. Il pezzo è posto sulla sagoma per cominciare a dargli il profilo curvo. Si procede nello stesso modo per l’altra estremità. Si riscalda allora al centro, su di un’area il più grande possibile, e si fissa il pezzo sulla sagoma con un cuneo di serraggio. Forzate con la grappa per dare la forma curva. Si ricomincia l’operazione tanto quanto necessario per ottenere il raggio esatto della curva desiderata.
È evidente che una curvatura secondo un raggio debole è più difficile da ottenere. Nel caso di una curvatura a fondo, le pieghe che si vengono a formare sui lati, devono essere eliminate con il martello.
Deformazione
Un angolare piegato tende a deformarsi nel senso opposto alla curvatura. Per evitare questo difetto, bisogna procedere, prima dell’operazione e lavorando sempre a caldo, ad una curvatura perpendicolare del piano di curvatura previsto. Inoltre, durante l’operazione, bisogna procedere a un raddrizzamento del pezzo, quando necessario, con una grappa e un martello.
Piegatura
Quando si desidera realizzare per esempio una cornice con un angolare. è meglio piegare il profilato piuttosto che assemblare i quattro pezzi: si ottiene una migliore resistenza e il lavoro è facilitato. Per piegare, cominciate effettuando un taglio su uno dei lati dell’angolare. in modo da piegare come se si trattasse di una barra piatta.
Taglio
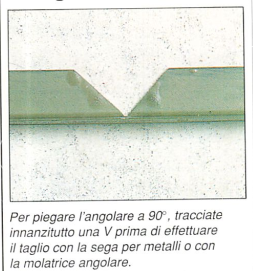
Bisogna eliminare una parte del lato interno effettuando un taglio a V. Cominciate con una tracciatura precisa sulla sommità dell’angolo (a 90°) della V che si deve trovare proprio sul punto di piegatura: tracciate con la squadra e un bulino. Il taglio può essere effettuato con la sega per metalli o con la molatrice angolare, con un disco per tranciare. Per la piegatura, ponete il lato intatto dell’angolare in una morsa e piegate nell’asse martellando.

Saldatura
La difficoltà nella piegatura consiste da una parte nel mantenere sullo stesso piano le due parti dell’angolare e dall’altra nell’ottenere un angolo che sia rigorosamente diritto. Utilizzate la squadra per verificare. Viene mantenuto un angolo molto piccolo (da 3 a 5 gradi) in relazione al braccio della squadra, e si rettifica con precisione quando si riscalda con il cannello. La piegatura viene consolidata con saldatura da effettuarsi con il cannello bi gas o elettrico. Nel primo caso, si esegue una brasatura forte, con una bacchetta di ottone odi argento. Potete anche effettuare una saldatura brasatura con una bacchetta in ottone ricoperto o una saldatura ad arco (ma è allora necessario che i bordi siano ad una distanza uguale alla metà dello spessore del pezzo).

Assemblare a T
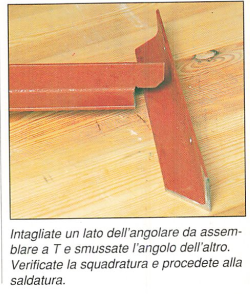
Per realizzare un telaio o una struttura, è necessario effettuare degli assemblaggi di angolari a T o all’estremità. Esistono diverse tecniche, la più semplice delle quali consiste nell’intagliare il lato di uno dei due pezzi, per poter assemblare e terminare con una saldatura.
Taglio e saldatura
Procedete innanzitutto con una tracciatura precisa, poi il taglio, sull’angolare da assemblare all’estremità, con una sega per metalli o con la molartrice angolare. Spianate quindi il taglio con la lima. Smussate l’angolo del lato rimanente, in modo da poter assemblare sull’angolo dell’angolare.
Eseguite a questo punto la saldatura. Per ottenere una resistenza sufficiente, è preferibile saldare e brasare con delle bacchette di ottone ricoperto o saldare ad arco. Cominciate saldando a punti, ad intervalli regolari, fissando saldamente i pezzi sul piano da lavoro. Si salda su tutta la lunghezza delle parti in contatto. Per ottenere maggior solidità, potete anche intagliare uno dei lati su una lunghezza maggiore e piegare l’altro, in modo che sia in contatto su qualche centimetro con il lato esterno del secondo angolare.
Altri assemblaggi
L’assemblaggio di un ferro a T su un angolare si esegue sempre con una saldatura. Si prepara la barra a T tagliando i due lati lasciando solo l’anima e si procede come per l’angolare.